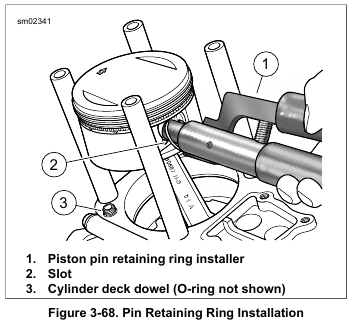
1. See Figure 3-68. Apply a very thin film of clean engine oil to new O-rings for both lower cylinder deck dowels. Install and verify that O-ring is properly seated in groove.
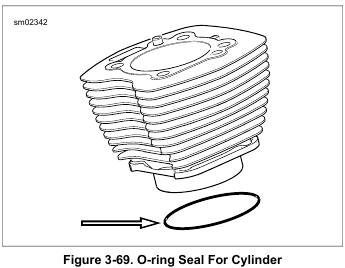
2. See Figure 3-69. Apply a very thin film of clean engine oil to new O-ring seal for the bottom of the cylinder liner.
Install new O-ring seal.
NOTE
Excessive lubrication of cylinder sleeve O-ring seal will result in oil weepage between cylinder and crankcase as engine is run. This condition may be incorrectly diagnosed as an oil leak.
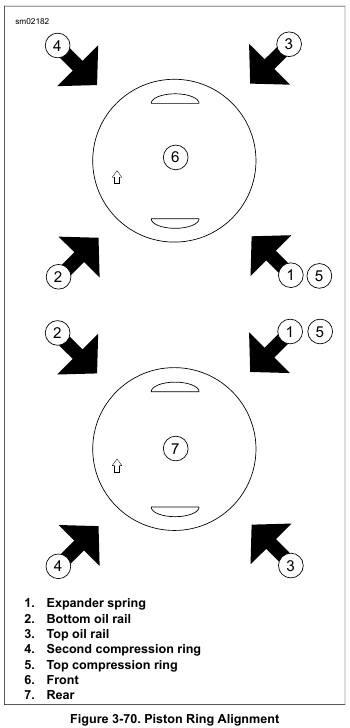
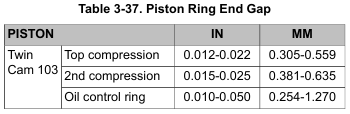
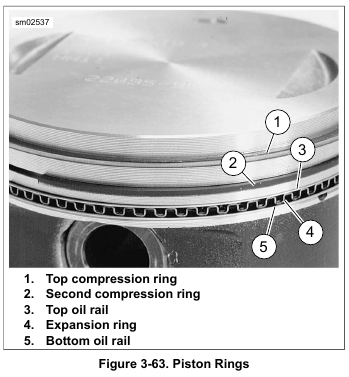
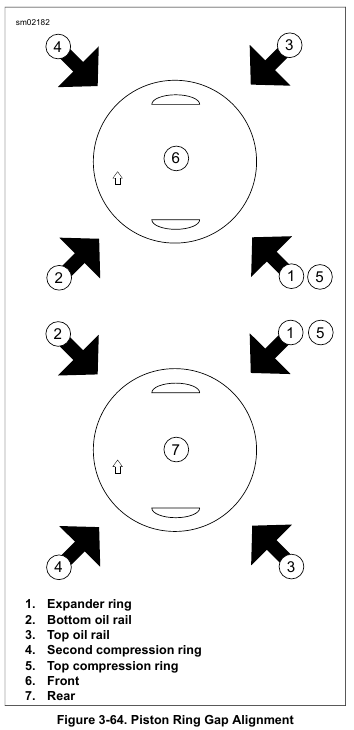
3. See Figure 3-70. Verify that the piston ring end gaps are staggered. Rotate each ring to position the gap 90 to 180 degrees from the gap in the ring above it. Locate the top piston ring (5) gap towards the intake port.
4. Apply clean engine oil to piston, piston rings and cylinder bore.
5. Remove protective covers from cylinder studs. Rotate engine until piston is at top dead center. If necessary, see 3.18 TOP END OVERHAUL: DISASSEMBLY, Rocker Arm Support Plate for different methods of engine rotation.
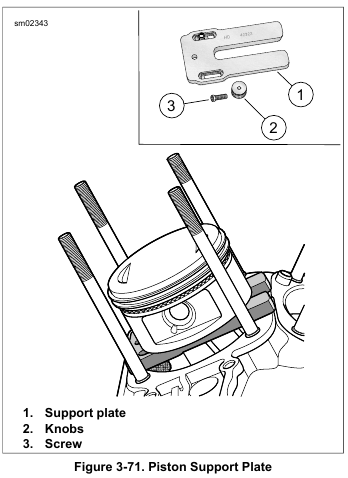
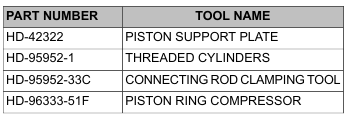
6. See Figure 3-71. Install the PISTON SUPPORT PLATE (Part No. HD-42322).
a. Slide both adjustable knobs (2) on support plate (1) down away from forked end. Tighten knobs when contact is made with flats at end of slots.
b. With the forked end of the tool pointing towards the center of the engine and the adjustable knobs facing downward, capture shank of connecting rod in fork. Lay tool on cylinder deck so that adjustable knobs contact wall of cylinder bore.
c. Rotate engine until piston skirt is centered and firmly seated on top of support plate.
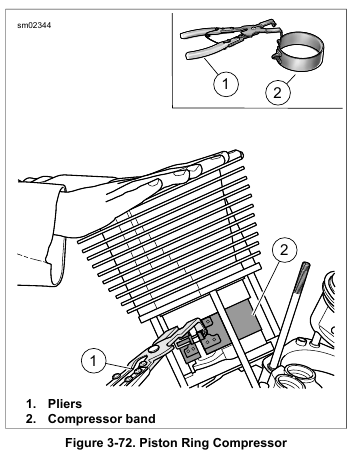
7. See Figure 3-72. Install cylinder using PISTON RING COMPRESSOR (Part No. HD-96333-51F).
a. Fit tabs on pliers (1) into slots of ring compressor band (2). The arrow stamped on the band indicates the side that faces up. The word “bottom” refers to the piston bottom.
b. Place band around piston. Press the lever on the right side of the pliers to open the jaws for band expansion.
c. Orient tool so that the top of the band is positioned between the top compression ring and the piston crown.
d. Tightly squeeze handles of tool to compress piston rings. The ratcheting action of the tool allows release of the handles after the rings are compressed.
e. With the indent in the cooling fins facing the right side of the engine, gently slide cylinder over the cylinder studs and the piston crown resting it on the top of the ring compressor band.
f. Place the palms of both hands at the top of the cylinder. Push down on the cylinder with a sharp, quick motion to pass the piston ring area.
g. Rotate the engine slightly to raise piston off support plate. Remove pliers from band and then remove band from around shank of connecting rod. Remove piston support plate.
8. Remove shop towels from around the crankcase bore and keep out any dirt or debris.
9. Carefully set the cylinder over the two dowel pins in the cylinder deck. Push down on the cylinder until it is fully seated in the crankcase bore.
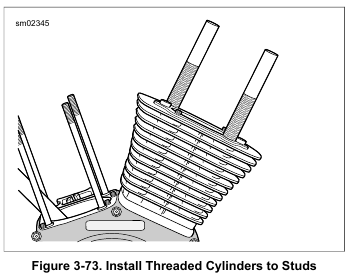
10. See Figure 3-73. Install THREADED CYLINDERS (Part No. HD-95952-1) from CONNECTING ROD CLAMPING TOOL (Part No. HD-95952-33C) onto cylinder studs with the knurled side down.